
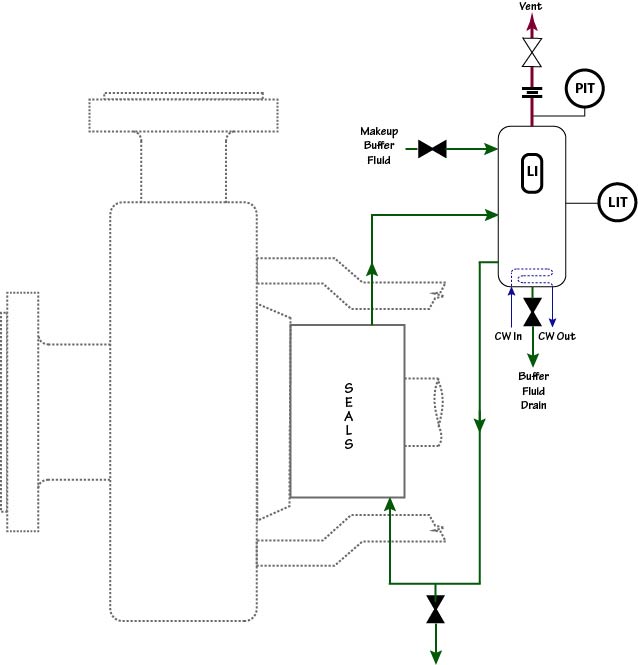
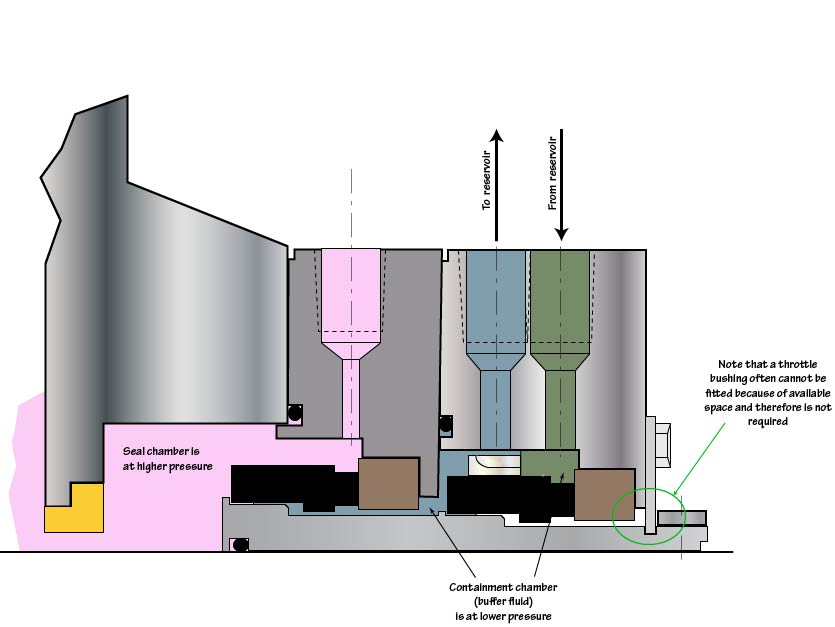
Plan 52 uses an external reservoir to provide buffer fluid for the outer seal of an unpressurized dual seal arrangement. During normal operation, circulation between reservoir outer seal is maintained by an internal pumping ring. The reservoir is usually continuously vented to a vapor recovery system and is maintained at a pressure less than the pressure in the seal chamber. The process, or inner seal, of the dual unpressurized arrangement usually has its own piping plan. For example, the piping plans for a dual unpressurized seal arrangement might be written as Plan 11/52.
Reservoirs are usually made of pipe and piping components with an internal cooling coil. Unlike the heat exchangers used in Plan 23 systems, cooling water flows through the coil; the buffer fluid flows over the exterior of the coil. It is important to realize that Plan 52 systems incorporate a vented reservoir.
Plan 52 systems are usually not controlled directly. The circulation rate depends on the performance of the pumping ring within the particular closed loop system. The pumping ring, reservoir and piping are selected to produce the desired operating conditions. Heat soak as well as heat generation must be considered in determining the desired circulation rate.
In the event that the process, or inner, seal fails, there will be a pressure and/or level increase in the reservoir, which produces an alarm. When this occurs, the reservoir is blocked in by closing the valve near the top of the reservoir. As the process seal continues to leak, pressure and fluid level in the reservoir increases further. The reservoir can potentially reach the same pressure as the process seal chamber. For all practical purposes, the outer seal takes over the full sealing duty. For these reasons, the recommended operating procedure is to begin planning an orderly shutdown and repair as soon as possible after failure of the process seal.
Plan 52 is used for both non-volatile and volatile process services. Although the leakage rate across the main, or process, seal is about the same as for a single seal, the leakage is directed into the reservoir of the dual unpressurized seal. In non-volatile services, the leakage from the process seal increases the liquid level in the reservoir. Depending upon the process fluid the reservoir may require periodic cleaning. In volatile services the leakage from the process seal vaporizes and is separated from the buffer fluid inside the reservoir. If the reservoir is connected to a vapor recovery system, the actual emission rate can be very low.